-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Termék
CKX sorozat - Testreszabható kétorsós eszterga- és marógép





- LEÍRÁS
- MŰSZAKI PARAMÉTEREK
- KAPCSOLATOT
MŰSZAKI PARAMÉTEREK
 | Bázis Bevezetés |
| Orsófej / nyomatékérték |  |
 | Szomorú dle · Az Y-tengely kettős edzett vezetőpálya-elrendezést alkalmaz, amely növeli a tényleges fesztávot és optimális merevséget biztosít a vágási előtoláshoz. |
| Az Y-tengely kompenzációja · Az X-tengely kettős keménysínes konfigurációt alkalmaz, ami növeli a tényleges fesztávot és optimális merevséget biztosít a vágási előtoláshoz. |  |
 | Erő Torony CKX750 |
| Tailstock A W-tengely kettős edzett vezetőpálya-elrendezést alkalmaz, ami növeli a tényleges fesztávot és optimális előtolási merevséget biztosít. | 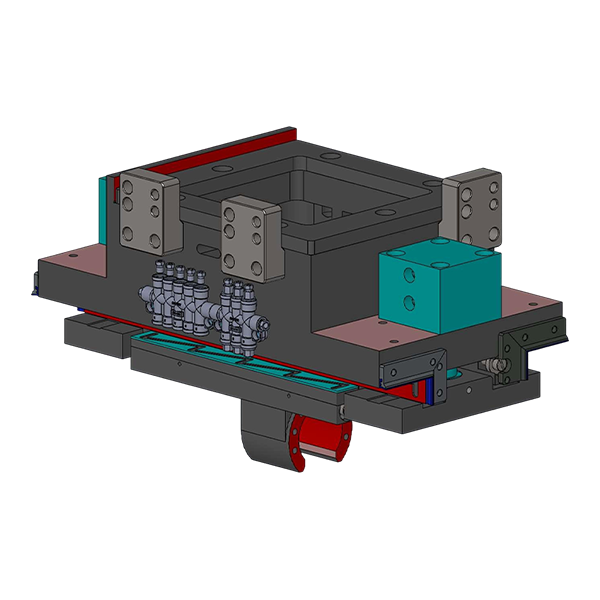 |
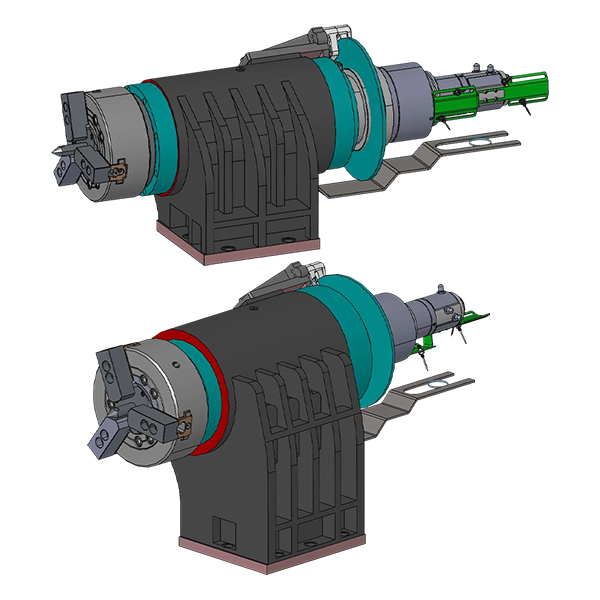 | Elektromos orsó CKX750 |
| Központ Pihenj |  |


RÓLUNK
Kizárólag az eszterga-marás technológia tökéletesítésének szentelve
A 2015-ben alapított, integrált gyártó és kereskedelmi vállalkozásként működik, a K+F-től és a gyártástól az értékesítésig és a szervizig mindennel foglalkozik. A fejlett megmunkálási létesítményekkel, például CNC portálos megmunkálóközpontokkal, felületcsiszolókkal és vezetősíncsiszolókkal felszerelve szigorú minőségellenőrzést tartunk fenn a teljes gyártási folyamat során – az öntéstől és összeszereléstől a kész gépek értékesítéséig és az értékesítés utáni támogatásig. Szerszámgépeink széles körben elismertek innovatív tervezésükről, megbízható teljesítményükről, nagy pontosságukról, kiváló költséghatékonyságukról és átfogó szolgáltatásukról.
-
0
 Létrehozni
Létrehozni
-
0+
 Építési terület
Építési terület
-
0+
 Alkalmazottak
Alkalmazottak
-
0+
 Kiviteli ország
Kiviteli ország

TISZTELETI TANÚSÍTVÁNY
BIZONYÍTVÁNY





Figyelje legfrissebb híreinket és kiállításainkat
 Összes hír megtekintése
Összes hír megtekintése
Hírek és betekintések
-
 Ipari hírek
Ipari hírek -
Ipari hírek
-
Ipari hírek
-
Ipari hírek
IPARI ISMERETEK
Amikor az esztergályos kompozit ténylegesen legyőzi az eszterga malmot
A hatékony megmunkálású esztergamaró kompozit szerszámgép akkor mutatja az előnyét, ha egy alkatrésznek több nullapont-átalakításra van szüksége (esztergálás, marás, fúrás, menetfúrás, középponttól eltérő funkciók, szögletes furatok), és a tűréslánc szoros. Ha egy alkatrészt mozgat a gépek között, minden újrabilincselés hibát okoz, plusz a beállítási idő és a folyamat közbeni ellenőrzés „rejtett költsége”.
- Koaxiális prizmatikus jellemzőkkel rendelkező alkatrészek: egy szorító jobban megőrzi a koncentrikusságot és a valódi pozíciót.
- Közepes tételek gyakori váltásokkal: kevesebb szerelvény és kevesebb eltolás csökkenti a nem vágási időt.
- Nagy értékű alkatrészek: a selejtkockázat csökken, ha a folyamatot egyetlen vezérlőrendszerben konszolidálják és felügyelik.
Saját vonalunkon a kutatás-fejlesztést és a folyamatfejlesztést egyetlen dologra összpontosítjuk – esztergályos kompozit technológiára –, így az iterációs sebesség magas marad, és a platform érettebb, alacsonyabb meghibásodási arány mellett idővel.
Datum Stratégia: Hogyan védjük meg a koncentricitást és a valódi pozíciót
Esztergamaró kompoziton a legnagyobb pontossági nyereség gyakran a nullapont-tervezésből származik, nem pedig a mikron szintű specifikációk követéséből. A cél az, hogy a funkcionális felületek stabil nullapontkészlethez legyenek hivatkozva minden művelet során.
Gyakorlati szabályok, amelyek csökkentik a tolerancia felhalmozódását
- Először forgassa el az elsődleges elhelyezési átmérőt és a homloklapot, majd marja meg az ezekre a felületekre hivatkozó jellemzőket.
- Használja a tapintást a nagyolás utáni „záráshoz” a kritikus minták befejezése előtt.
- Kerülje az újbóli befogást, hacsak nem szükséges; ha szükséges, állítsa vissza a nullapontot az orsón belüli szondával és a dedikált helymeghatározó funkciókkal.
- Tartsa a szerszámpályákat összhangban a GD&T-vel: a deformációs hatások minimalizálása érdekében végezze el a tűrést meghatározó felületeket utoljára.
A vásárlók gyakori hibája a „spec shopping”, miközben figyelmen kívül hagyja az alapszabályt. A valós gyártásban egybeállítású nullapont folytonosság általában a nagyobb kar.
B-tengely vs. fix marás: mit nyer, mit kell irányítania
A B-tengely (vagy azzal egyenértékű többtengelyes marási képesség) hozzáadásával kibővíthető a jellemzők köre – szögletes felületek, összetett furatok, szabad formájú marás – másodlagos beállítások nélkül. A kompromisszum az, hogy a kalibrálás és a folyamatfegyelem fontosabb.
| Képesség | A legjobban illeszkedő alkalmazások | Kulcs ellenőrzési pont |
|---|---|---|
| Fix szögű marás | Rések, laposok, csavaros körök | Orsó-munkapont eltolási stabilitás |
| B-tengelyes / többtengelyes marás | Szögletes furatok, járókerekek, összetett felületek | Forgótengely kalibrálása szonda ellenőrzése |
Ha az alkatrészei többnyire 2,5D-s marásból készülnek esztergált alapanyagon, előfordulhat, hogy nincs szüksége teljes többtengelyesre. De ha igen, győződjön meg arról, hogy az építtető rendelkezik bevált kalibrációs módszerrel, és támogatja az ellenőrzési rutinokat – egy K+F-központú gyártó itt simábbá teheti a tulajdonosi élményt.
Forgácsvezérlés: Az üzemidő rejtett meghatározója a kompozit megmunkálásban
Az esztergályos kompozit forgácsolás vegyes forgácstípusokat hoz létre: hosszú esztergaforgács, törött maróforgács és szálas fúróforgács. A forgácseltávolítás nem kozmetikai – befolyásolja a felületi minőséget, a szerszám élettartamát, az orsóterhelési riasztásokat, és még a tengelykopást is, ha forgács kering.
Mit kell beépíteni a folyamatba
- Esztergáláshoz használjon forgácstörő geometriákat; ne „kényszerítse” a forgácstörést túladagolással, ha az károsítja a felületet.
- A szekvenciális műveletek, így a nehéz esztergálás nem temeti a forgács alá a finom marási jellemzőket.
- A nagynyomású hűtőfolyadék a legértékesebb mélyfúráshoz, elválasztáshoz és gumiszerű anyagokhoz.
- Ügyeljen a forgácstömörödésre az alorsó/másodlagos tartóterület körül; ez a váratlan leállás gyakori forrása.
A gépek értékelésekor kérdezzen rá a forgácselvezetés tervezésére és szervizelhetőségére. Az igazi boltokban, a forgács stabilitása gyakran megegyezik a gyártási stabilitással .
Termikus viselkedés: Miért történik „jó reggel, rossz délután”?
A kompozit gépek több hőforrást koncentrálnak egy házban: főorsót, maróorsót, szervókat, golyóscsavarokat és gyakran egy második orsót. Ahogy a hőmérséklet eltolódik, a szerszám középpontjai és az orsó növekedése is – különösen a hosszú alkatrészeken vagy a mély furatokon – érezhető.
Bolti taktika a pontosság stabilizálására
- A bemelegítés jellemző orsósebességekkel és tengelymozgással, nem csak alapjáraton fut.
- Fejezze be a kritikus átmérőket/furatokat, miután a gép elérte a stabil termikus állapotot.
- Használjon tapintást a kompenzációhoz: mérjen meg egy referenciajellemzőt, és korrigálja az eltolásokat az utolsó lépések előtt.
- Ha szűk a tűréshatár, szabványosítsa a hűtőfolyadék hőmérsékletét, és tartsa zárva a burkolat ajtaját a befejezés alatt.
A gyakorlati kivonat: Az ismételhetőség a termikus konzisztenciából adódik több mint egyszeri geometriai ellenőrzés.
Szerszámkezelés: Az ütközések megelőzése és a nem vágási idő csökkentése
Mivel az eszterga- és marószerszámrendszerek ugyanazon a munkakörön belül vannak, a szerszámkezelés egyszerre jelent termelékenységet és biztonsági követelményt. Az ütközések gyakran a figyelmen kívül hagyott szerszámhossz-változásokból, rosszul beállított nullapont-eltolásokból vagy az eszterga- és marási ciklusok közötti vegyes koordinátakonvencióból származnak.
A folyamatszabályozást érdemes szabványosítani
- Fenntartani a hatékony megmunkálású esztergamaró kompozit szerszámgép könyvtár ellenőrzött mérőhosszokkal és kilógási határértékekkel; a szerkesztések zárolása az engedélyek mögött.
- Ha lehetséges, használja a szerszám-előbeállító gépen belüli mérést az eltolások korai észlelésére.
- Szabványosítsa a biztonságos síkokat mind az eszterga-, mind a marási műveletekhez; programozónként kerülje el az „egyedi biztonságos repülőgépeket”.
- Vezessen be egy szárazonfutási protokollt az új programokhoz: csökkentett előtolás, egyetlen blokk és ütközés-ellenőrző fókusz a tokmány/pofák közelében.
Ezért is tartjuk az alkatrészeket és a műszaki támogatást egy géptípushoz: gyors reagálás akkor a legjelentősebb, ha megpróbálja megvédeni az üzemidőt.
Olyan munkavégzési lehetőségek, amelyek lehetővé teszik vagy megszakítják a kompozit megmunkálást
Az esztergamarás összetett munka során a tokmány és a pofák többet tesznek, mint megtartanak – meghatározzák a nullapontot, befolyásolják a kerekséget, és meghatározzák, hogy az átviteli műveletek stabilak-e. A túlzott befogás deformálhatja a vékony falú részeket; az alulfogás mikrocsúszást okoz, ami tönkreteszi a felületi minőséget és a pozicionálási pontosságot.
Gyakori forgatókönyvek és bevált gyakorlatok
- Vékony csövek / gyűrűk: használjon puha pofákat, amelyeket a gyártás során használt szorítóerővel fúrnak ki; a stressz stabilizálása után fejezze be a kritikus azonosítókat.
- Hosszú tengelyek: használjon faroktámaszt/támasztékot vagy stabil megoldásokat; a sebesség növelése előtt helyezze előtérbe a rezgésszabályozást.
- Átvitel az alorsóra: adjon hozzá egy helymeghatározó jellemzőt (pilot/váll), hogy a második markolat egy ismert felületre hivatkozzon.
- Nagy nyomatékú marás esztergált alapanyagon: ellenőrizze a pofa fogazatát és az érintkezési mintát; a rossz kapcsolat a csevegés csendes forrása.
Ha gyors értékelést szeretne: először javítsa a munkatartalékot, majd hangolja be a paramétereket – a munkatartás módosítása megfelelő lehet azonnali hozamjavulás .
szakosodott
kutatás-fejlesztési, gyártási és értékesítési szolgáltatások a szerszámgépen belül
ipar. Egyedi CNC eszterga- és marógép és CNC esztergáló és maró kompozit központ gyár.
Tapasztalt munkatársak és szakértők mindig készséggel állnak rendelkezésére
szakmai útmutatást és műszaki problémák megoldását.
Termék
Miért Mi
Híradó
Gyors linkek
Szerzői jog © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

